深圳市鑫凱勝是一家專注12年自動噴涂生產線生產廠家。鋼管熱噴涂自動噴涂生產線,鑫凱勝公司20年以上行業(yè)經驗工程師與您分享鋼管熱噴涂����。
自動噴涂生產線-鋼管熱噴涂,鋼管內壁噴涂環(huán)氧粉末涂料����,一 般情況下都采用熱噴涂工藝。在噴涂鋼管時��,重要的環(huán)節(jié)是前處理和噴涂兩個方面����。
▲重要的環(huán)節(jié):前處理
(1)、前處理
鋼管表面都帶有油脂����、水分、勝物和不同程度的銹蝕���,必須徹底清除��。就鋼管表面粗糙度來看��,各國要求也不一樣�����。美國要求25-64m日本要求25~75m法國要求25~- 50m我國要求30- 5oum一般來說�,錨紋深度為涂膜厚度的1/4~1/3,
鋼管除油可以采用化學脫脂去污�。生產中使用氫氧化鈉、碳酸鈉�、硅酸鈉等配制的落液在80C以上的溫度條件下對鋼管進行除油處理。也可將鋼管置于350~400的高溫爐中燒除油污���。這兩種方法經實踐證明���,高溫除油的方法效果比較好,并且操作方便�����。
鋼管表面除銹一般采用化學除銹或機械除銹����。化學除銹方法對銹蝕嚴重的部位除銹不徹底��,另外比較麻煩����,處理后的鋼管表面沒有錨紋,涂層與金屬表面的附著力和沖擊強度都比較差��。機械除銹比較徹底�����,可采用噴砂或拋丸方法����。
鋼管內外表面采用機械除銹時,外表面用拋丸機�,內表面用噴丸機。
▲自動噴涂生產線
(2)�����、噴涂
鋼管在噴涂時���,預熱的鋼管置于旋轉的支架上�,噴槍頭沿著軸線方向移動�����。其運動方式分四種類型。
①��、鋼管旋轉��,噴槍不轉��,鋼管根據事先設定的轉速勻旋轉�����,角速度根據管徑變化而變化����,而線速度保持恒定。噴槍水平方向置至于管內部沿軸心方向往復移動�����,在移動的同時開始噴粉���,粉末粘附于管內壁成熔融狀態(tài)���,經固化后形成堅固的涂膜。
②、鋼管不轉�����,噴槍頭旋轉 有些鋼管管徑較大�����,旋轉發(fā)生困難����,特別是彎管需內壁噴涂時��,則采取鋼管不轉���,槍頭一邊旋轉����,一邊噴粉����, 一邊沿鋼管銷線方向運動,同樣可以得到所要求的涂膜��。
③����、鋼管旋轉�����,槍頭旋轉用這 種方法噴除時�,效果最佳�。因為鋼管旋轉的同時,檢頭作逆向旋轉�。同時噴粉和沿軸線移動,噴涂得到的涂膜的致密度較佳���。
④��、鋼管不轉�����,槍頭也不轉這 種方法適于小口徑的管道���,一般采用靜電摩擦槍操作,出粉口配置專用裝置以保證噴徐獲得同樣滿意的涂膜����。
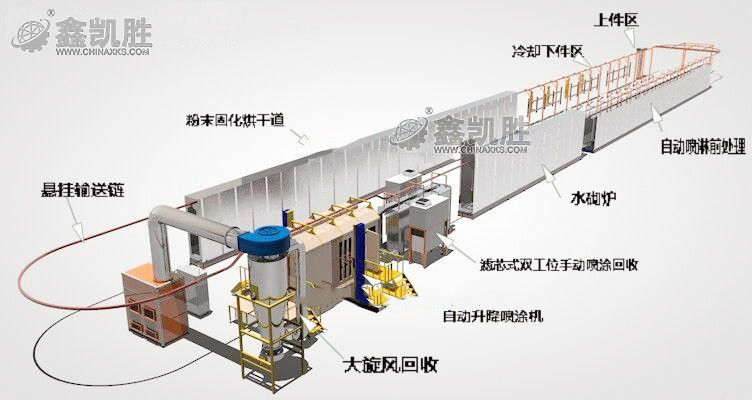
▲自動噴涂生產線工藝圖紙
鋼管的規(guī)格與鋼管轉速�、預熱的溫度與時間�、供粉量、槍頭轉速�、槍頭移動的連度以及粉塵的回收之間都密切相關。因此必須在實際施工中將這些參數相互協(xié)調好����,才能做到連續(xù)穩(wěn)定地生產,同時獲得滿意的涂膜��。
如果您在噴涂行業(yè)中也遇到問題各種問題無法解決���,歡迎咨詢我們!段工15818527808
金屬管件自動噴涂生產線視頻-http://skycjd.com/case_1.html
責任編輯: 鑫凱勝
本文鏈接:http://skycjd.com/news_321.html
尊重原創(chuàng)��,轉載/引用�,請清晰標明出處,版權始終歸于鑫凱勝涂裝所有�!




